Tout mou
-
et c’est avant tout a cause du single speed que je me lance dans le projet.
en général c’est ma démarche. je cherche un truc spécifique, ca existe pas sur le marché, alors je fabrique.
c’est pour ca que j’ai fabriquer mon tout premier dh aussi.autre Catiasserie:
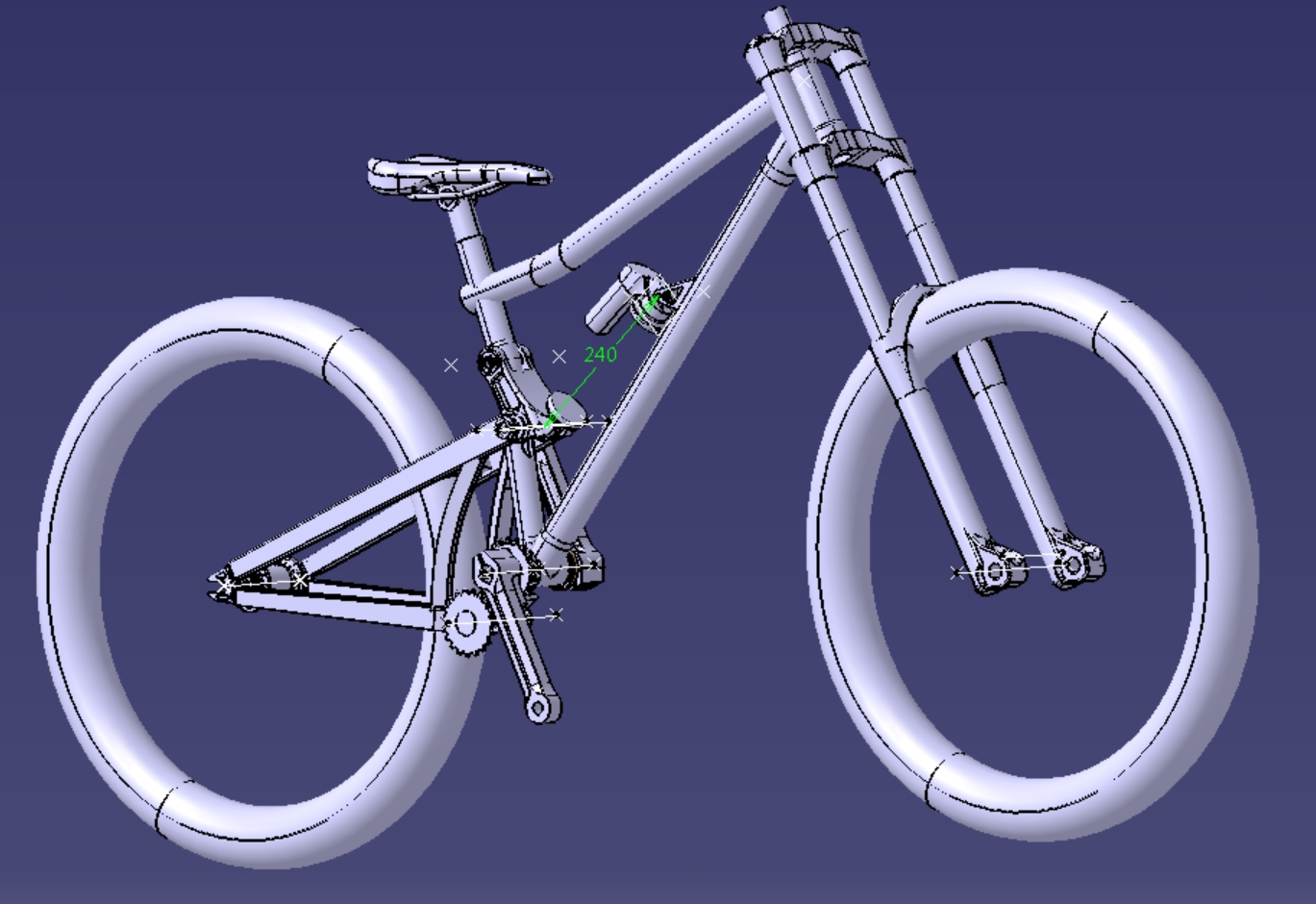
-
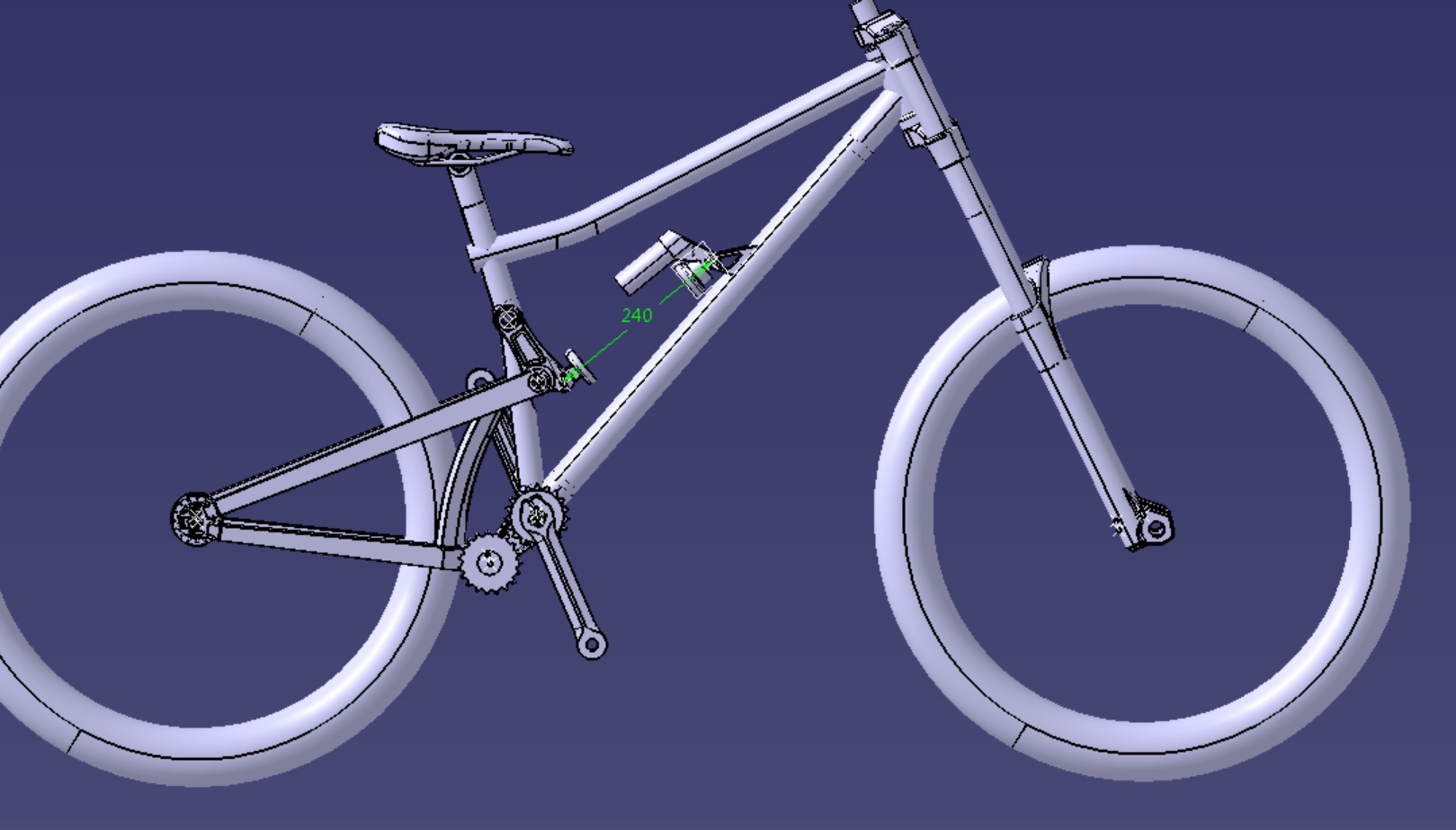
et la en version compressé à fond
-
Bonjour
Belle simulation encore une fois, et OK pour le raisonnement, j’ai compris.
Effectivement, gros gain financier et gain de poids pas si négligeable que ce que j’aurai cru !
Pour la trajectoire de la chaine, tu réusis à garder une tension constante (ou une longueur constante) malgré la trajectoire de la roue ?
La chaine fait un triangle ? haut de cassette - haut du plateau, puis le tour du plateau, bas de plateau - pignon intermédiaire, contour de la roulette, puis roulette - cassette ? Ou bien tu es obligé de mettre un tendeur ?
Quelle variation de tension t’autorises-tu ? -
Merci pour les compliments. c’est clair que y’a du boulot niveau modélisation, mais je préfère tout prévoir que de louper un truc et mettre la moitié de mon cadre à la poubelle. passage quasi obligé pour un tout suspendu. et pour calculer la cinématique et l’encombrement il vaut mieux aussi
pour la chain, alors non, en fait il y a 2 chaine, 2 plateau, 2 pignon.
une petite chaine qui fait BB- 2ème pt de pivot de la biellette inférieur.
et une plus longue qui fait 2ème pt de pivot inférieur-moyeux arrière.
du coup aucune variation de longueur de chaine, pas de tendeur. la longueur de la biellette inférieur est calculé pour pouvoir monté une chaine pile poil sans tendeur. vu qu’elle est très courte, meme si la chaine fini par s’allonger, ca ne devrais pas poser de problème. la variation ne devrais pas etre grande. on verra si la pratique confirme la théorie -
Bonjour
Ok pour les chaines, j’ai compris
")
Ca va compliquer les changements de plateau (et même le montage de la chaîne en elle-même), l’utilisation des deux chaines, mais par contre, comme tu dis, pas besoin de tendeur.
Au pire, il y a d’autres solutions : un système d’excentrique qui se monte sur le boitier (je ne sais plus qui propose ça, des cuvettes externes pour pédalier en axe de 24), ou un tendeur comme sur les chaines de transmission de voiture (une platine très courbe qui appuie la chaine vers le haut).
Tu vas utiliser l’axe bas de la biellette du bas pour le pignon intermédiaire ? Pas de problème de ligne de chaine, d’encombrement, avec les deux chaines ?Tu attaques quand la réalisation ?
-
non tout passe. je mettrais une vu de dessous pour montrer.
je ne peut pas utilisé d’excentrique pour le BB, car le point de pivot ne serais alors plus concentrique à mon pédalier.
pour la réalisation, une parti des tubes est arrivé hier.Après il me reste un peu de conception à faire. finir 2 ou 3 détails sur le vélo, et ensuite conception du moyeux arrière et d’un peu d’outillage (gabarit de soudure, forme de cintrage,moyen de serrage pour des reprise d’usinage (biellettes et points de pivots). mais je manque de temps libre…
ensuite fabrication de l’outillage, remise en route de la cnc qui a eu des soucis récemment. et ensuite je pourrais enfin commencer. donc encore un ptit moment malheureusement. -
voila une vue de dessous.
on voit les 3 pignons -
non tout passe. je mettrais une vu de dessous pour montrer.
je ne peut pas utilisé d’excentrique pour le BB, car le point de pivot ne serais alors plus concentrique à mon pédalier.
Salut
OK avec ta remarque si ton excentrique est fixe par rapport au cadre, mais si il est fixe par rapport à la biellette, c’est bon !
C’est l’axe de la biellette qui sert de boîtier ?
Les roulements de la biellette sont au niveau de la biellette ou au niveau du cadre ? (en grox, l’axe est dépendant de quelle partie ? -
la bague intérieur des rlt de biellette est sur l’extérieur du boitier de pédalier
un peu comme ca
-
bon , ca avance pas, mais ca avance quand meme un peu.
j’ai eu pas mal de déboires avec mes machines (cnc qui arrête pas de cramer, une tronçonneuse HS etc.), 2 ou 3 weekend en vadrouille, et je ne sais quoi encore… enfin bref, je rame.
MAIS, j’ avance quand meme un peu.
je vois les choses en grand ce coup si, donc l’outillage prend pas mal (énormément) de temps.en gros jusque la j’ai fait:usinages des pates (roue, amorto et freins) les purges-radiateur pour le triangle avant, mis au point de tout le système de purge, gabarit de soudure pour les points de pivot , une des forme de cintrage (pour les tubes qui font la jointure bases-hauban), des “coins” pour l’usinage de mes haubans et bases, et tout ce qu’il faut pour maintenir le cadre sur le marbre et le jig. puis la programmation des couronnes, et d’une partie des biellettes.
et accessoirement, j’ai retaper une vieille scie alternative que j’ai acheter suite au décès de ma tronçonneuse…





prochaines étapes: remettre en route le CN, tailler les formes de cintrage des TT et ST. et on devrais etre bon pour l’outillage.
ensuite usinage de toute les pièces. (et il y en a un bonne vingtaine + les moyeux) j’ai pas fini quoi!!! -
mieux que PMW ces puits
 :evil:
:evil: -
un peu d’avancer ce weekend
usiange des BB et HU. quelque douille, des logement de roulement, finition du gabarit.




-
magnifique ta scie !
et même les autres trucs que je sais pas pour quoi c’est faire
par contre marrant de voir le soin sur les pièces en métal , et pof grosse baisse de qualité sur le travail du bois

(moi c’est un peu le contraire)
-
Haha, ouais, j ai juste pris un block qui trainais depuis 10ans, et couper a la scie a ruban quoi
.
Mais les 2 prochaine forme seront en chêne tout beau, et taillé sur la CNc. Donc ce sera propre normalement! -
ce weekend c’etait modif de la cintreuse, et bois (c’est pas exquis, mais y’a du mieux non? :D)



-
ca avance un peu
découpe des tube pour faire mes bases et hauban custom.
modif des tubes du triangle avant (changement des épaisseur)
TT: 38,2-37.7-38,2
DT : 41,1-39.8-41.1
ST: 36-33.8-36-33.6-34.2 (plus épais au ST et TT, et vers le point du pivot)
usinage de la couronne principal
usinage de l’adaptateur de frein
et des posages des posages des posages ( pour l’usinage des biellettes)





-
cintrage des jointures bases-haubans
cintrage du top tubeles formes de cintrage que j’avais était de la forme du tube fini. je craignais que l’élaticité des tubes ne donne un cintrage pas assez important. effectivement, le cintrage n’était pas bon, mais pas a cause de l’élasticité. simplement que les forme se deforme, et donne donc pas le cintrage nécessaire. sur mon premier essai du TT, le l’ai ressorti, il n’est quasiment pas cintré. donc j’ai réusiné les forme, en ajoutant 10 degré à l’angle théorique de mon tube après cintrage. et la c’est pas mal.
j’ai utilisé pour la première fois le Polybend (distribué par Mr Edelbike)
Et bien pas déçu. j’avais essayer un tube caré vide, sorti de la presse il était complètement raide. une très grosse pliure. avec le polybend, la déformation est qusiment inperceptible (on ne la vois pas, mais on sent un petit truc au touché)mon TT fait 38 de diamètre, épaisseur 1mm. donc le genre de truc vraiment difficile a cintrer sans déformation. mais la c’est top!
facile à mettre en oeuvre. le seul truc un peu pénible c’est pour enlever le polybend une fois cintré. faut chauffer pendant pas mal de temps et bien nettoyé ensuite ( je fait ça à l’eau bouillante)


usinage de quelque pièces du moyeux arrière.

-
avancée…
usinages des biellettes, soudure des tubes custom des bases et haubans




-
pfffffiou ! Voila ! j’ai honte de mettre des trucs sur le forum maintenant
gros taff ! impressionnant !! -
tu te fabriques des tubes de section carré à partir de U ? tu peux expliquer la suptilité stp
")