Soudo-brasure : metal d'apport et décapant
-
Bonjour à tous
Je pars sur une solution de brasure sans manchon. Je fais un peu mon fainéant en posant directement les questions sans creuser plus que ça sur le net. Si j’ai bien compris on parle donc de braser au bronze.
- Dans ces cas là, reste-t-il des brasures qu’il est préférable de faire à l’argent ? (j’ai bien vu l’exemple du pro qui utilise le TIG, argent et bronze mais je vais rester humble !)
- Quelle différence entre le matériel Ceeway et ce que je pourrai trouver en quincaillerie pro (décapant et baquette) ?
- Chez Ceeway, quelle référence recommandez-vous et avec quel diamètre ?
Alex
PS : oui je sais, vu le niveau des questions il y a de quoi s’inquiéter
 , mais j’y arriverai !
, mais j’y arriverai ! -
C’est un peu propre à chacun…et ce qui est disponible surtout. J’ai toujours pris des produits cycle design chez Ceeway pour la facilité, mais je n’ai jamais vraiment cherché l’équivalent en France. Je pense que les baguettes doivent se trouver chez castolin.
De mon côté soudobrasure bronze ( Sif 101)pour les jonctions acier/acier, argent 45% ( je crois)pour les brazes ons, ça limite la chauffe dans les zones pas épaisses. Avec des flux dediés cycle design en pâte que je dilue a l’eau.
Je rajouterai de faire un tour sur la chaîne youtube de Paul Brodie si c’est pas fait. Il explique beaucoup de choses basique avec une facilité déconcertante.
-
@flav-ccw merci.
-
@flav-ccw j’ai commencé à regarder les vidéos de Brodie… très pédagogue le mr
 .
. -
Bonjour
J’ai regardé une de ces vidéos, “how to fillet braze”, pas mal du tout !
Dans sa vidéo, il commence par pointer, puis braser les tubes ensemble. A ce moment-là, il explique comment charger les soudures pour qu’elles soient plus esthétiques (mers la seizième minute). Sauf que moi, je ne trouve pas la première brasure inesthétique, par contre c’est beaucoup plus simple.
D’où mes questions :- la recharge a-t-elle un intérêt mécanique ?
- en rechargeant, on rechauffe, donc n’augmente-t-on pas le risque de déformations ?
Merci pour vos réponses
-
La je me risque à répondre, on verra s j’ai bien compris
 .
.La premier brasure à l’argent sert à s’assurer qu’il y ait du métal d’apport qui passe sous le tube par capillarité mais en terme de solidité ça ne doit pas être top car la résistance de la brasuer à l’argent est assez mauvaise.
Sans manchon il faut pas mal de métal d’apport pour assurer la solidité de la soudure d’ou les cordons bien épais que tout l monde fait.
Plus que la déformation, la question que je me pose est plutôt de savoir si le métal d’apport à l’argent “reste” quand on chauffe pour braser au bronze car la température de fusion est plus haute.
-
OK, merci pour ce premier retour
ET du coup, si on fait la brasure au bronze ? C’est pareil, il faut renforcer ?
-
C’est presque ça… pour faire un filet interne ,il utilise des baguettes nickel-silver, qui étrangement ne contiennent pas d’argent. Le point de fusion est proche de celui des baguettes laitons “classiques” donc plus élevé que les baguettes argent mais une fois a température c’est plus fluide et ça permet d’assurer une penetration du métal d’apport et donc de créer un filet interne, et comme on dit c’est le nerf de la guerre le filet interne. La même chose est faisable avec du laiton classique…
Pour mettre en application,faites des grugeages, pointer, chauffer bien avec le dard de la flamme l’intersection des deux tubes , en chauffant les pointages ceux ci vont s’écouler vers l’intérieur, une fois uniforme on peux laisser tiédir comme ca. Ensuite filet externe.
Pour comparer faites en un sans “passe interne” et couper les grugeages en deux…
Parfois il y’a des surprises.
J’espère que c’est pas trop pénible et compréhensible de me lire, amusez vous bien
-
@flav-ccw ce n’est pas pénible du tout. Continue
, j’apprends. -
@flav-ccw a dit dans Soudo-brasure : metal d'apport et décapant :
C’est presque ça… pour faire un filet interne ,il utilise des baguettes nickel-silver, qui étrangement ne contiennent pas d’argent. Le point de fusion est proche de celui des baguettes laitons “classiques” donc plus élevé que les baguettes argent mais une fois a température c’est plus fluide et ça permet d’assurer une penetration du métal d’apport et donc de créer un filet interne, et comme on dit c’est le nerf de la guerre le filet interne. La même chose est faisable avec du laiton classique…
Pour mettre en application,faites des grugeages, pointer, chauffer bien avec le dard de la flamme l’intersection des deux tubes , en chauffant les pointages ceux ci vont s’écouler vers l’intérieur, une fois uniforme on peux laisser tiédir comme ca. Ensuite filet externe.
Pour comparer faites en un sans “passe interne” et couper les grugeages en deux…
Parfois il y’a des surprises.
J’espère que c’est pas trop pénible et compréhensible de me lire, amusez vous bienMerci,
Ce n’est pas trop pénible, mais pas sûr d’avoir compris. Du coup, je pose ma question différemment, on pourrait soudo-braser un cadre avec une baguette nickel-silver (sans argent… ??), et s’arrêter là sans filet externe?
-
J’ai des exemples de Peugeot en Columbus des années 90 sans raccord qui n’ont pas de filet externe.Mais je ne prendrais pas le risque personnellement.
Et on peux faire un filet nickel silver, il faudrait plonger dans les propriétés des matériaux et faire des essais. -
Bonsoir à tous
Désolé je continue de spammer

Je reviens aux fondamentaux vu que je ne semble pas les maitriser !
Autant quand je brase à l’argent j’arrive à avoir un flux pâteux qui part bien à l’eau autant je galère avec le cycle design pour le bronze. Il garde un aspect grumeleux (comme si la poudre n’arrivait pas à se dissoudre totalement dans l’eau). Il fait bien office de protection des tubes mais il y a une couche dure qui se créée et qui ne part pas à l’eau (comme sil les grumeaux se vitrifiaient).
Est-ce que l’un d’entre vous pourrait m’expliquer d’où cela peut venir et comment y remédier ?
J’ai une autre question que je vais poser ici faute d’avoir trouvé un sujet adapté. J’ai consommé la bouteille d’acétylène alors qu’il reste 90 bar dans celle d’oxygène (donc quasi la moitié). Est-ce normal ou signe d’un mauvais réglage de ma flamme ? (ce qui me paraitrait extreme même si je ne prétends pas maitriser totalement ma flamme malgré 10 visionnages de la video de Paul Brodie
 )
)Alex
-
yep ! c’est étrange , ton flux c’est bien le Low Fuming Bronze ?
je l’utilise depuis un bail ( pot entamé il ya plus de 5 ans ) alors , oui , il cristallise un peu au bout d’un moment ( ça crée des " agglomérats" qui on du mal à ce dissoudre) mais si tu le " pilonne" une peu ( réduit en poudre les dits granulats ) ils ce dissolvent bien pour à nouveau former un flux uniforme !
pour la couche dure /vitrifié , c’est normal , il est prévue de al dissoudre a l’eau chaude ; tu enrobe tes cordons refroidis dans des chiffon en coton et y verse de l’eau bouillante dessus et laisse macérer quelques heures , en quelques coups de brosse métallique tu devrais en être débarrassé !
Si tu as une " grosse " couche vitrifié , c’est pet être parce que tu met trop de flux , fait une essaye en ayant la main légère avec une flux , presque liquide , ça pourrait être mieux !
c’est effectivement étrange que tu ais fini ton gaz combustible avant ton gaz comburant !
je suppose que tu as entamé tes bouteilles en même temps ?
tu met qu’elle pression à ton manomètre d’oxygène ? combien coté acétylène ?P.W.A.M.I.O.S for ever and ever !!
-
@arnau2d4 merci, je ne connaissais pas le coup des chiffons. Effectivement peut être que je mets un poil trop de flux, je vais essayer de réduire.
Oui les deux bouteilles ont été entamées en même temps, pour les pressions j’avais réglé à 3.5 bar / 0.4 bar. Si t’as des précos d’ajustement je suis preneur. Pour le réglage, j’ajuste l’oxygène pour voir disparaitre la trainée derrière le dart mais je m’arrête là. Je pourrais utiliser encore plus d’oxygène mais assez vite la flamme “siffle”.
-
@alexp33
oui essaye de réduire ( et fais nous une photo ) ça permettras de te dire si tu charge vraiment de trop ou pas ^^oula fichtre ! 3,5 bar au détendeur d’oxygène !!
pour ma par en oxy /propane, je suis a 1,5 Oxygène et 0,4 propane et je consomme beaucoup moins de propane que d’oxygène
de ce que je me rappelle pour de l’oxy/acétylène , les préconisation c’est 1,5 oxy et 0,5 acétylène, mais si un utilisateur du dit mélange veut bien nous donner ses pressions , ça m’éviterais peut être de dire une bêtise")
-
Concernant les pressions je suis assez étonné également.
Je ne pratique malheureusement pas beaucoup en ce moment mais en oxy/acétylène, de tête, je suis plutôt autour de 1.5 oxy et 0.3 / 0.4 acétylène.Pour ce qui est du flux, lors de mes sessions chez Edelbikes, j’ai plutôt utilisé le Gasfluxer directement, mais d’après ce que j’ai compris avec le flux bronze, il faut en mettre le minimum possible, et pour le flux argent il faut au contraire tartiner généreusement.
@alexP33 c’est tout sauf du spam tes questions, au contraire ça sera intéressant pour tout le monde
-
Merci pour vos réponses. Il est vrai qu’en googlisant la question on tombe plutôt sur 1.5 pour l’oxygène, d’ou je sors les 3.5 ? C’est sans doute pour cela que je galère pas mal à régler le robinet d’oxygène qui est hyper sensible.
Entre temps j’ai trouvé un autre vidéo de Brodie qui fait des exos basiques de soudure. Je vais tout remettre à plat et tester une fois que j’aurai refait le plein d’acétylène.
Pour mon deuxième cadre il n’y a pas l’impatience des débuts (au contraire plus longtemps ça m’occupe mieux sait
") ), donc je préfère bien préparer mon coup.
), donc je préfère bien préparer mon coup.@Francis_CAGIBI , c’est pas du spam mais entre ces questions et celles sur mes réalisations douteuses sur mon post certains pourraient trouver à juste titre que j’écris un peu trop.
-
@arnau2d4 J’avais appris 0.5 d’acétylène et 1 bar d’O². C’est ce que j’ai fait jusque là, et ma foi, ça fonctionne.
J’ai appris que d’autres cadreurs faisaient 0.4 et 4 (!), j’ai voulu tester, mais j’ai trouvé que ça sifflait trop.Si ces réglages sont importants, je crois que ce sont surtout la position, la vitesse d’avance et d’apport en fonction de la puissance du chalumeau, le joint “au fond” etc qui vont être décisifs.
-
@alexP33 pour la question des pressions, mon oncle qui soude depuis plusieurs dizaine d’année (plutôt des meubles et des créations donc pas du tout les mêmes epaisseurs) m’a donné sa fiche ou les pressions sont inscrites en correspondance avec les buses, je vous mets ça la du coup :
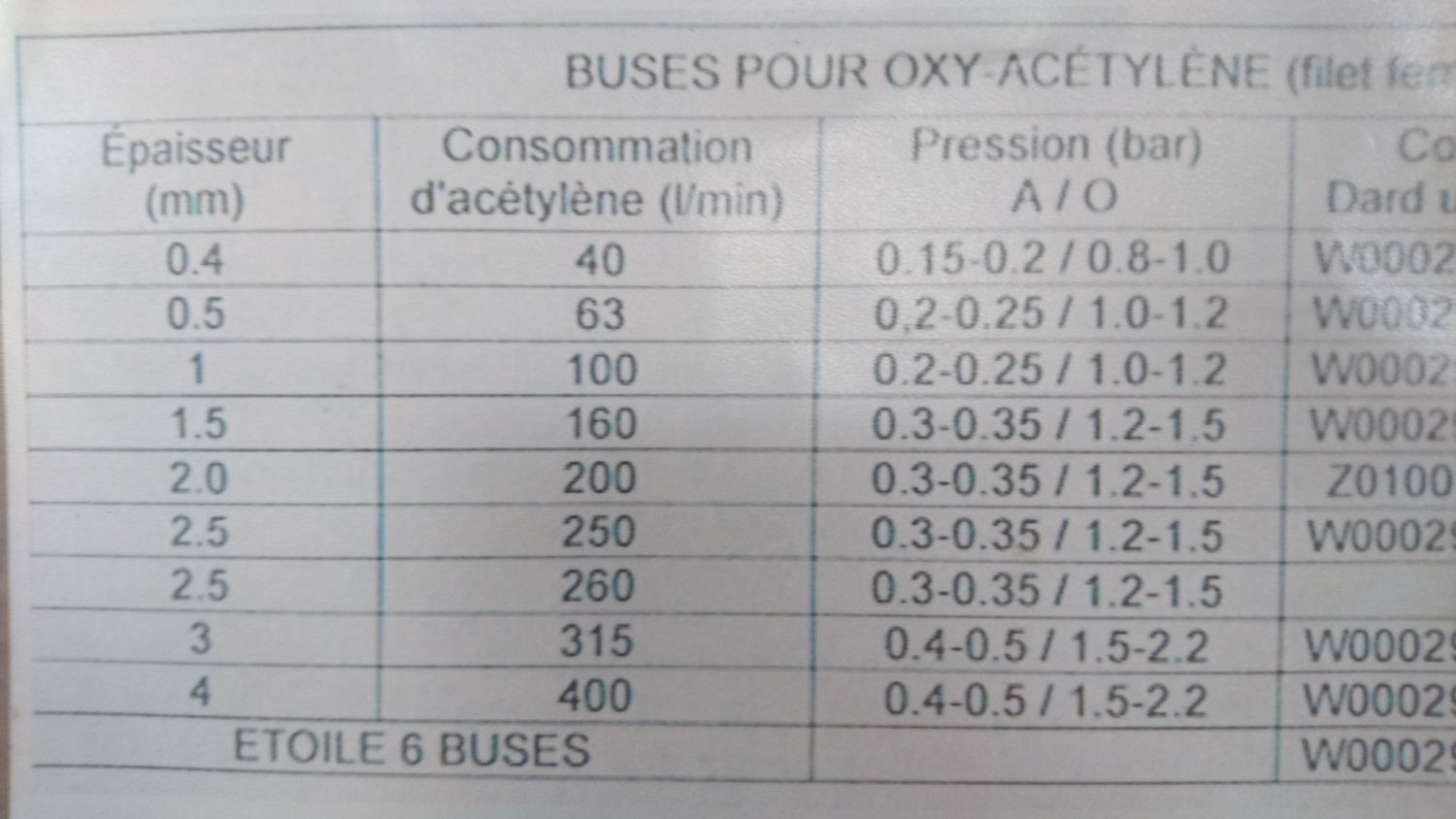
D’ailleurs, il m’a demandé pourquoi on n’utilise pas des baguettes enrobées pour les cadres, je n’ai pas su répondre à part que j’ai le sentiment qu’en plus de nettoyer le tube, ça protège aussi la surface pour l’empecher de brûler, mais c’est seulement ça ? -
@deums merci.