Usinages (JIG)
-
Bonjour à tous
Est ce que certains sur Lyon aurait des contacts d’usineurs pour faire réaliser les éléments de base à un jig (cones ou de préférence des centreurs sur le principe de ideas2cycles mais en acier).
Sur catalogue j’ai trouvé des cones chez chopsource (https://www.chopsource.com/bicycle-frame-jigs.html) aux US mais entre le transport et les éventuels frais de douanes je voudrais comparer avec du local (parce que ça risque de ne pas être le seul besoin non plus !).
Alex
-
Salut et Bienvenu!
Je suis sur Lyon et j’ai un petit tour. Tu comptes faire tes cones en alu ou acier ?
Si c’est en alu c’est plus facile pour moi et je peux essayer (je n’ai pas de matière par contre).
Bye
-
C’est pas des trucs qui peuvent se trouver dans les catalogues de fournitures industrielles ? Je pense par exemple à Norelem et assimilés, qui font des éléments de mise en position pour l’usinage et le contrôle. Vaudrait mieux trouver des version “noname” ou d’occasion par contre, c’est pas donné…
Sinon en fournissant les plans, et en n’étant pas trop exigeant sur la nuance d’acier et les délais, ça doit être jouable de voir avec une boîte de mécanique. Sûrement pour moins cher que ceux du catalogue US.
-
J’ai essayé une recherche google et les seuls cones en acier que j’ai trouvés sont pour des machines d’équilibrage de roues… diamètre de l’axe de 40mm.
Merci Camalot pour ta proposition mais il faut de l’acier pour pouvoir souder, je vais creuser la piste de l’usineur local.
-
Mm c’est une bonne question, c’est vrai que les cones qu’on trouve sont tous en acier mais quelle en est réellement la raison ?
Pourquoi de l’acier pour souder ? J’ai des cones en alu (pour le BDP), ça ne me gène en rien.
Est-ce par ce que cela peut plus se déformer ou garder la chaleur ?Quand tu as tes plans, on peut regarder, tout dépend des diamètres mais dans l’acier mon tour marche aussi.
-
@Camalot Sûrement pour limiter les déformations (chaleur), l’usure (l’alu peut vite se marquer), et pour des raisons de coût (pour un usineur pro usiner un bout d’acier ne pose aucun problème, et la matière est un peu moins chère).
Après j’ai pas d’idées en récup’, peut-être du côté des éléments décoratifs (têtes de piquets,…) mais la précision ne sera pas dingue.
Enfin bon, pour faire un cône dans un rond diam 40, un perçage et taraudage de l’autre côté, je pense pas qu’on te prendra une fortune…
-
Je débarque sur ces sujets mais vu que l’alu fond bien plus bas que la température nécessaire pour braser je ne prendrai pas le risque de compter sur les pertes thermiques pour éviter tout problème.
-
@alexP33 Je ne pense pas que tu risques vraiment de le faire fondre, sauf à vraiment le viser en brasant autour du tube de selle, mais ça va pomper beaucoup plus de chaleur qu’un cône en acier, et la dilatation liée à la chaleur risque de fausser tes cotes.
D’après ce site, un cône de 100mm va s’allonger de presque 0,8mm à 400° ! Bon, c’est en supposant que le métal est uniformément chauffé, mais t’as vite fait d’avoir des dixièmes qui se promènent.
C’est un vrai problème sur des usinages précis dans l’industrie.
https://www.editions-petiteelisabeth.fr/calculs_transfert_chaleur_5.php -
Salut,
Je me permet d’ajouter ma pierre à l’édifice:
-L’acier est globalement bien plus cher a usiner que l’alu (Demander des devis aux usineurs fait partie de mon métier)-Tout dépend de ce que tu veux faire avec ton JIG, en théorie on en a juste besoin pour maintenir les tubes (direction, pedalier etc) le temps de faire les grugeages et de pointer, le reste (redressage, soudure, redressage) se fait sur un marbre afin d’éviter les tensions dû aux différences de dilatation (JIG froid / Tubes chaud) .
Si tu veux te servir de tes éléments de JIG comme puits de chaleur autant privilégier un matériau qui diffuse vite la chaleur de manière à ce que tes tubes aient une température uniforme (moins de déformation) et ne se refroidisse pas trop vite (soudure moins “cassante” , l’idéal étant le cuivre.-L’aluminium ne fondra pas car le volume de matière est bien plus important que tes tubes a souder par contre il se dilate bien plus que l’acier ou le cuivre.
-
Merci pour vos réponses. N’ayant jamais pratiqué je vous fais confiance, du coup la solution clé en main de idea2cycles (100€) n’est pas à écarter.
-
@alexP33 Fais quand même faire un devis rapide chez des boites locales, on sait jamais. Prix en acier ou alu, nuance quelconque.
-
Je vais le faire, j’ai retrouvé un contact sur Lyon avec qui je bossais quand j’étais dans l’automobile. Ca va venir mais il faut que j’avance et les chantiers sont nombreux ! Ca c’est en plus du boulot et de la reprise sérieuse de l’entrainement pour un ultra, autant dire que le projet risque d’avancer à un rythme de sénateur.
Je vous tiens informé de toute façon.
-
@alexP33 si tu as des plans de définition, même sans grande précision pour des cônes, bagues etc tu peux faire une demande de devis sur usineur.com , des pros te feront des propositions de prix livraisons incluses selon tes besoins.
Je proposerai bien mes services pour fabriquer des pièces mais ça doit rester simple… -
@alexP33 Si tu veux réduire les coûts essaie de voir si d’autres ici seraient intéressés par ce genre de pièces
") , histoire d’en faire plusieurs sets.
, histoire d’en faire plusieurs sets. -
Salut,
moi je peux te proposer de les faires avec ou sans factures envois moi des plans avec tolérances quantités , j’ai du 2017 en stock sinon je peux faire en acier …
Bon dimanche
-
Bonjour à tous
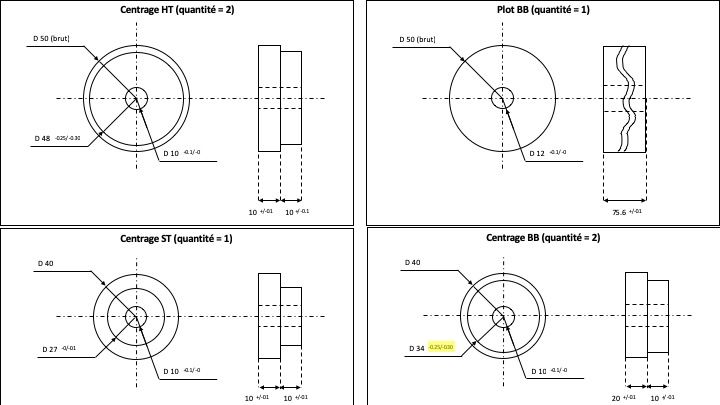
Est ce que certains sauraient me dire quelle tolérance il faut prévoir sur le diamètre des pièces de mise en position des tubes (HT, BB et ST). Je pensais mettre -0.05/-0.10 ou carrément -0.1/-0.2 par rapport au diamètre nominal intérieur mais est ce suffisant pour tenir compte des déformations lors du pointage ? (la zone de centrage ferait 10 mm).
Alex
-
J’ai pas trop de succès que ce soit pour le JIG ou les tolérances mais j’insiste sait on jamais.
Voilà un premier jet des pièces à tourner. Si kk1 est intéressé faites le savoir, il faut encore que j’affine, je peux prendre vos désideratas (par exemple faire en sorte d’avoir deux diamètres pour passer des HT EC34 ou des tubes de selles en 31.8).
-
Bonne question pour la tolérance… de base j’aurais bien dit également -0.1 en moyenne (-0.05/-0.15)
Un cône pour le seattube te permet d’avoir plusieurs diamètres de tube sans changer de pièce
-
@alexP33 Salut !
Quitte à s’offrir un usinage, autant qu’il soit polyvalent. Pour la douille, je ferais un étage diamètre 44 (43,8 en fait) et un autre à 34 (33,8, en fait). voire un à 29,8 si tu veux travailler du 1".
Et pour facilement insérer la douille sur ta pièce, prévois des chanfreins ! (au pif, je dirais entre 10° et 25°) Ça vaut aussi pour le support de boîtier de pédalier.
Et partout où c’est possible, des cônes plutôt que des plats, comme ça tu règles le sujet des tolérances et ton centrage est optimal. (en haut du tube de selle, en haut de la douille de direction, et éventuellement la pièce qui viendra serrer le boîtier.Tu peux voir les interfaces de mon gabarit, que j’aimerais présenter en détail un jour.
-
C’est quoi l’intérêt des plats ?
De prime abord, vu de mon niveau de débutant, des cônes partout ça serait plus efficient non ?
Hey les gens ! Mappisez vous ! >>> https://www.veloartisanal.fr/topic/313/geolocalisation
Vous avez dit Tallbike ? https://www.veloartisanal.fr/topic/408/tallbikes/7?_=1640939953269