Fourche gravel
-
Bonjour à tous,
Je suis en train de finir de fabriquer une fourche gravel, l’idée était de:- faire une fourche 5 segments,
- en acier
- pour frein à disque
- soudée TIG
- si possible pour un prix raisonnable.
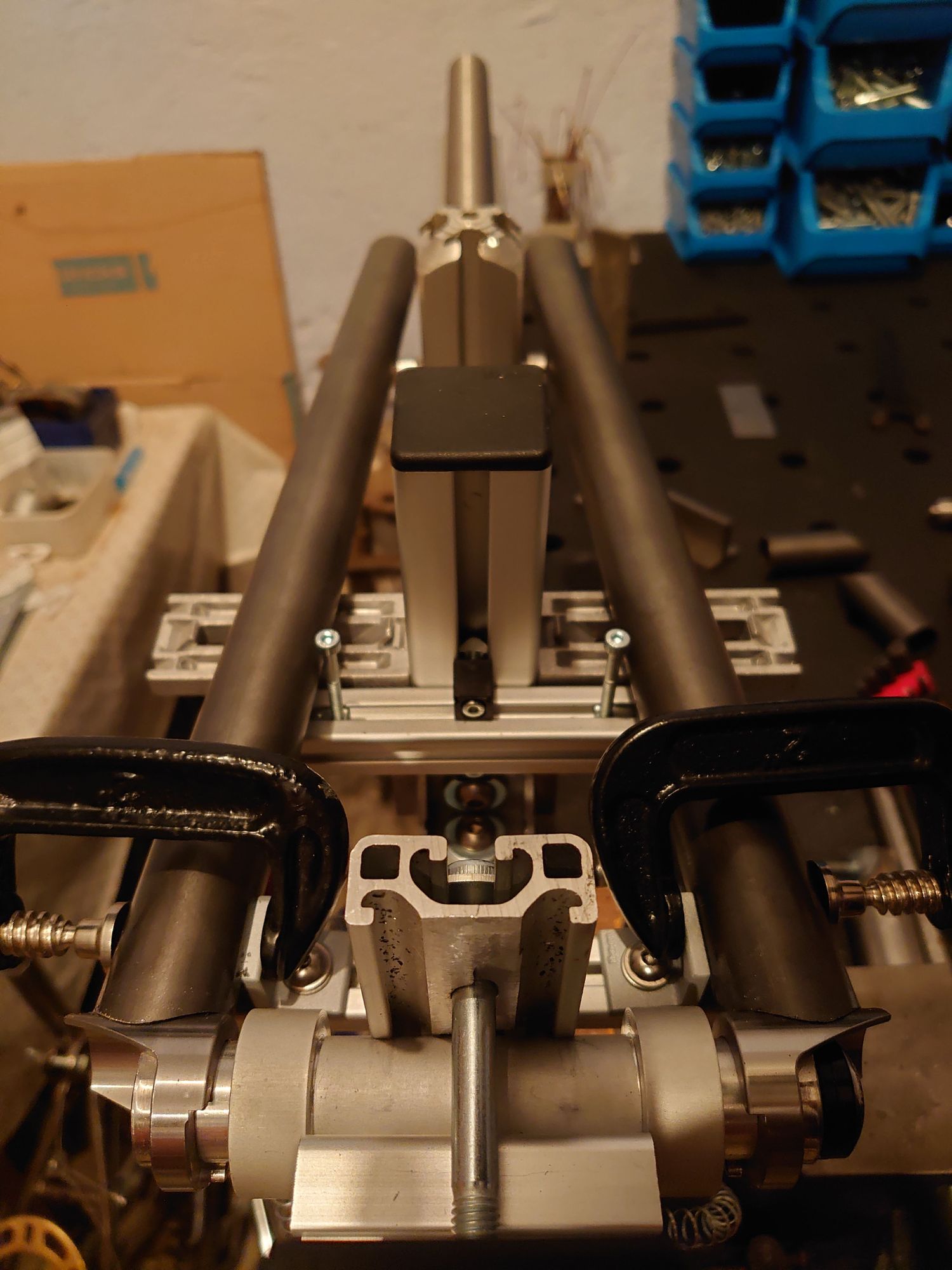
Jambages et Té en tubes droits Ø28mm (de chez 25CrMo4.fr)
Drop outs pour axe 15mm, pivot droit 1"1/8, patte de frein IS, sur la boutique Edelbikes.J’ai dans un premier temps fabriqué un gabarit, à base de profilés de chez Motedis.
Puis dans l’ordre:
- grugeage des jambages / drop-outs, soudure.
- grugeage des 1/2 tés / jambages, soudure.
- grugeage des 1/2 tés / pivot, soudure
- soudure du pivot
- soudure de la patte de frein à disque
- soudure des passages de durit
- soudure du siège de roulements
- découpe et soudure des bouchons de jambage
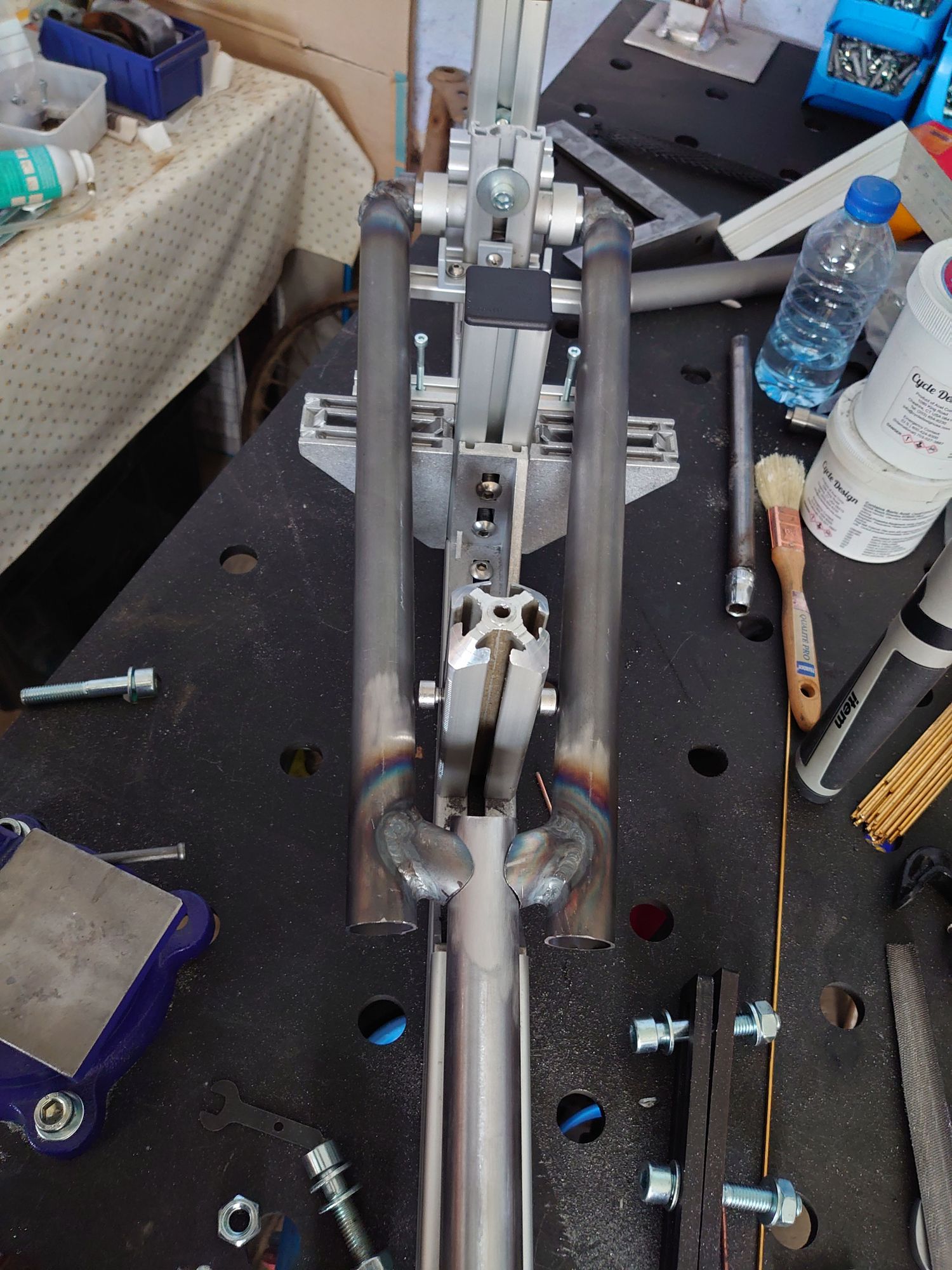
Tout a bien été, même si les accès pour souder sont vraiment pas larges, obligeant à faire des reprises de cordons dans tous les sens, chaque remise dans le gabarit confirmait que la fourche était bien alignée, jusqu’à la soudure de la patte de frein à disque, qui m’a ramené le jambage 5mm en arrière…
C’est là que j’implore votre aide, comment faire pour la ramener dans l’axe? Parce que c’est costaud l’ensemble, j’ai beau eu essayer de tirer dessus ça ne bouge pas!
Si vous avez des idées… merci d’avance ! -

-


-
aïe !
Est-ce que ca a plié sur toute la longueur ou uniquement sur une des deux zones de soudures ?
On va attendre le verdict des as du chalumeau mais je sortirai l’OA pour essayer de virer les contraintes. J’ai eu un souci équivalent sur mon premier cadre lorsque j’ai soudé la pate de dérailleur avant (c’est sur ce n’est pas dans les mêmes proportions). J’avais en gros remonté toute la périphérie du tube en température jusqu’à ce que la soudure commence à fondre et j’avais fini en continuant à chauffé coté opposé (qui va nécessairement refroidir plus vite que du coté ou t’as la pate).
sinon solution du porchiot : tu chauffes le T pour le vriller à chaud.
-
@riton0_7 salut Riton
Si c’est parti en arrière en brasant la patte de frein, c’est que tu as chauffé que d’un côté et que la jambe s’est tordue. A partir de là, 2 options :- le té dans l’étau, une bonne barre entre les jambes vers le dropout, et la torsion pour tout ramener dans le même plan. C’est pas violent mais ça change un peu le déport . C’est ce que je ferais sur des tubes « normaux »
- si tes tubes sont épais, tu chauffes le tiers supérieur du jambage, sur la « face » opposée à la patte de frein et surtout pas au niveau de cette patte, plutôt vers le té
-
@christo, peux-tu STP expliquer pourquoi ne surtout pas chauffer la zone qui a pourtant travaillée et qui est donc probablement bourrée de contraintes ?
-
@alexp33 cette partie est maintenant bridée par la patte de frein et le gros cordon de brasage. Je ne suis même pas certain qu’en chauffant ça libère des contraintes.
En revanche une petite distorsion du côté opposé, vers le té, devrait permettre de récupérer les 5mm
C’est ce que je ferais si cette fourche était pour moi et que le redressage a froid ne donnait rien. -
@christo Merci pour tes conseils, au prochain passage à l’atelier je tenterai ça !
-
@riton0_7 Tes tubes de 28 font quelle épaisseur ? Je n’ai pas vu l’info dans ton post…
-
@edelbikes En effet je n’avais pas donné l’info, ils sont en épaisseur 1.5mm.
-
Une chose est sûre, tu me manquera pas de rigidité!
J’aurais réduit un peu la section du tube, mais qu’à cela ne tienne tu verras à l’usage")
-
@steinman Le 1.5 est bien pour les deux petites sections (perso on les fait toujours en 1.6), mais pour le reste effectivement du 1.2 aurait suffi. Surtout en 28 ça va pas être méga confortable
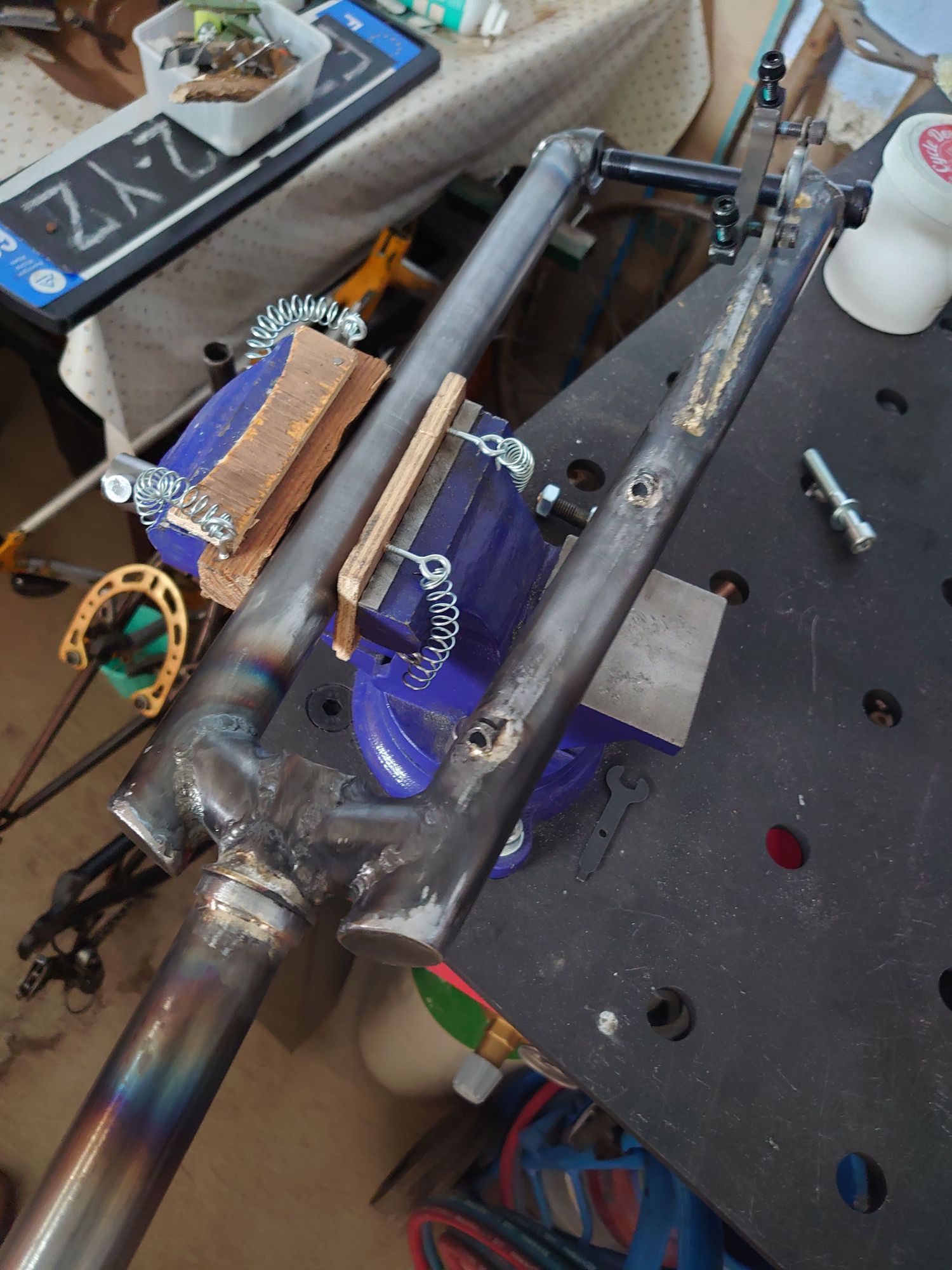
Pour redresser effectivement j’aurai tendance à essayer de la dévriller avec un grand tasseau en bois comme levier entre les deux pattes. -
Marrant, ici je bosse aussi sur une 5 segments mais tout en soudobrasée. Premier projet solo (enfin, avec un pote qui en connait encore moins que moi), et on s’est totalement loupés sur le déport.
Tubes de 28.6 de chez Columbus qu’on a trop cintrés, résultat on est à 76mm au lieu de 60 prévus… pour l’instant on conserve comme ça, et on refera une fourche si c’est un roulable (la chasse est vraiment short, sous les 50mm)… sauf si quelqu’un a une solution miracle ^^ -
@edelbikes Si j’ai le temps j’essaierai ce week-end le coup du tasseau, concernant l’épaisseur de tube c’était à peu près le seul choix que j’avais chez ce fournisseur, on verra pour le confort… ou l’inconfort.
-
Encore une question pour ceux qui savent: pour reprendre en diamètre la bague d’appui du JDD, comment procéder ? Cette dernière fait 32 mm, et il faut la ramener à 30mm si je ne me trompe pas.
- Il existe des outillages chez cyclus, avec des fraises une ou deux tailles, laquelle choisir? Existe-t-il d’autres outils?
- Sur internet Paul Brodie met ses fourches directement dans un tour, mais le mien n’a pas la capacité suffisante.
- Peut être y’a t il une autre façon de faire ?
Merci d’avance, et bon weekend rallongé à tous.
-
Verdict du tasseau de bois, ça a fonctionné ! Je n’ai pas encore vérifié si le déport de fourche avait beaucoup bougé, mais au moins je peux maintenant visser mon axe. Merci pour vos conseils !
-
@riton0_7 Tant mieux, le redressage à froid c’est mieux (en allant doucement)
Pour le diametre du pivot de fourche, c’est 30mm pour un 1"1/8. (https://www.bike-components.de/fr/Cyclus-Tools/Outil-de-Surfacage-pour-Cone-de-Fourche-p19865/)
J’utilise le Cyclus qui marche pas mal, je mets juste un clinquant de 1/10 entre le pivot et l’outil pour réduire le jeu. Et surtout plein d’huile de coupe -
@christo merci pour l’info!
-
@riton0_7 Par contre réduire de 32 à 30 ça va être loooong… Il vaut mieux braser la bague au début, la reprendre sur le tour jusqu’à 30 et quelques, et à la fin passer à la fraise cyclus pour amener à 30mm exactement.
-
@edelbikes justement j’ai reçu l’outil de fraisage et ce fut looong, la prochaine fois je ferai selon ta technique.